在线镀层防氧化喷涂系统的制作方法
1.本实用新型属于蒸镀技术领域,特指一种在线镀层防氧化喷涂系统。
背景技术:
2.传统的氧化油装置是在铜管里面装油,在蒸镀时给油加热至130度左右后自然蒸发,而后从油管里从铜管内蒸发而出,从而对待镀件进行防氧化镀层。
3.如中国专利申请号为(cn202010877255.1)公开了一种用于制作抗氧化金属化膜的油管,包括真空镀膜机、薄膜、第一油管和第二油管、收卷系统、放卷系统,真空镀膜机的内部设有等高度的收卷系统和放卷系统,真空镀膜机内部位于收卷系统和放卷系统下方设有蒸镀辊,薄膜绕过蒸镀辊之后,位于薄膜两侧分别设置有第一油管和第二油管,第一油管和第二油管正对薄膜一侧开设有细长的窄缝,该申请采用传统的氧化油装置,通过在铜管内装油或通油,但由于氧化油的特性,其会随着加热时间的延长,油品逐渐老化,由内可挥发物减少,蒸镀后的产品表面抗氧化保护层微乎其微,达不到抗氧化效果,因此针对该问题,对其进行改进,从而避免氧化油长时间加热出现的油品老化不蒸发的现象。
技术实现要素:
4.针对现有技术存在的不足,本实用新型的目的在于提供一种避免氧化油长时间加热而出现的油品老化不蒸发现象的在线镀层防氧化喷涂系统。
5.为实现上述目的,本实用新型提供了如下技术方案:一种在线镀层防氧化喷涂系统,包括设备箱体和待镀膜,设备箱体内安装有加热系统以及通过加热系统加热的铜管,还包括:
6.蠕动泵,蠕动泵安装在设备箱体外侧面,且用于为设备箱体内铜管输送氧化油;
7.储油罐,储油罐位于设备箱体外,且与蠕动泵相连,并用于为蠕动泵提供氧化油。
8.本实用新型进一步设置为,还包括:
9.步进电机,步进电机与蠕动泵相连,且用于驱动蠕动泵;
10.plc控制器,plc控制器与步进电机电性连接,且用于控制步进电机。
11.本实用新型进一步设置为,还包括:
12.温控器,温控器用于控制设备箱体内的温度,且与plc控制器电性连接。
13.本实用新型进一步设置为,铜管包括:
14.本体,本体位于设备箱体内;
15.进油端,进油端安装在本体上,且位于本体侧面沿轴向的中间;
16.喷嘴,若干喷嘴沿轴向排列设在本体的顶面。
17.本实用新型进一步设置为,喷嘴包括:
18.第一喷嘴,第一喷嘴位于本体沿轴向的中间,且其内开设有第一出气孔;
19.第二喷嘴,第二喷嘴位于第一喷嘴的两侧,且其内开设有第二出气孔;
20.第三喷嘴,第三喷嘴位于第二喷嘴远离第一喷嘴的一侧,且其内开设有第三出气
孔;
21.其中,第一出气孔的内壁向远离轴心一侧倾斜设置,第二出气孔的内壁向远离第一喷嘴一侧倾斜设置,第三出气孔的内壁与喷嘴平行设置。
22.本实用新型进一步设置为,喷嘴还包括:
23.石墨烯涂层,石墨烯涂层均分别设置第一出气孔、第二出气孔和第三出气孔的内壁上。
24.本实用新型进一步设置为,还包括:
25.过滤膜,过滤膜设在铜管的内壁上。
26.本实用新型的有益效果为:
27.通过采用储油罐并通过蠕动泵向铜管内慢慢输送氧化油,从而使得铜管内的氧化油在进入到铜管内后立即被加热系统加热并蒸发,使其不会随着加热时间的延长,导致油品逐渐老化,影响镀层的抗氧化性能,减少产品质量,同时通过对蠕动泵供油速度控制以及对待镀膜的移动速度控制,使得待镀膜表面的抗氧化油镀层厚度始终保持设定值,进而提高镀层的抗氧化能力,提高产品质量。
附图说明
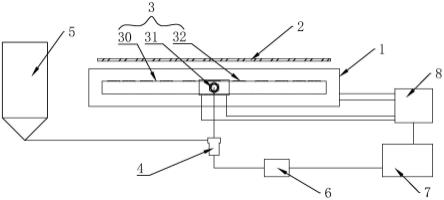
28.图1是本实用新型的结构示意图;
29.图2是本实用新型铜管的内部剖视图;
30.图3是本实用新型图2中a处的放大图;
31.附图中:1、设备箱体;2、待镀膜;3、铜管;30、本体;31、进油端;32、喷嘴;320、第一喷嘴;321、第一出气孔;322、第二喷嘴;323、第二出气孔;324、第三喷嘴;325、第三出气孔;326、石墨烯涂层;4、蠕动泵;5、储油罐;6、步进电机;7、plc控制器;8、温控器;9、过滤膜。
具体实施方式
32.下面结合图1至图3以具体实施例对本实用新型作进一步描述:
33.实施例1:
34.本实施例提供了一种在线镀层防氧化喷涂系统,包括设备箱体1和待镀膜2,设备箱体1内安装有加热系统以及通过加热系统加热的铜管3,还包括:
35.蠕动泵4,蠕动泵4安装在设备箱体1外侧面,且用于为设备箱体1内铜管3输送氧化油;
36.储油罐5,储油罐5位于设备箱体1外,且与蠕动泵4相连,并用于为蠕动泵4提供氧化油;
37.其中,加热系统优选为红外线加热器,为现有技术,此处不在过多赘诉(说明书中未出示)。
38.本实施例可以看出,通过采用储油罐5并通过蠕动泵4向铜管3内慢慢输送氧化油,从而使得铜管3内的氧化油在进入到铜管3内后立即被加热系统加热并蒸发,使其不会随着加热时间的延长,导致油品逐渐老化,影响镀层的抗氧化性能,减少产品质量,同时通过对蠕动泵4供油速度控制以及对待镀膜2的移动速度控制,使得待镀膜2表面的抗氧化油镀层厚度始终保持设定值,进而提高镀层的抗氧化能力,提高产品质量。
39.实施例2:
40.本实施例中,除了包括实施例1的结构特征,进一步的,还包括:
41.步进电机6,步进电机6与蠕动泵4相连,且用于驱动蠕动泵4;
42.plc控制器7plc,plc控制器7plc与步进电机6电性连接,且用于控制步进电机6。
43.本实施例可以看出,通过plc控制器7plc来控制步进电机6,从而对蠕动泵4进行控制,从而便于对蠕动泵4的控制,提高操作效果。
44.实施例3:
45.本实施例中,除了包括实施例2的结构特征,进一步的,还包括:
46.温控器8,温控器8用于控制设备箱体1内的温度,且与plc控制器7plc电性连接。
47.本实施例可以看出,通过温控器8,并采用plc控制器7plc,从而便于对设备箱体1内的温度及时掌握和控制,使得设备箱体1内处于合适范围,其中,设备箱体1内温度优选为125
°‑
135
°
。
48.实施例4:
49.本实施例中,除了包括实施例1的结构特征,进一步的,铜管3包括:
50.本体30,本体30位于设备箱体1内;
51.进油端31,进油端31安装在本体30上,且位于本体30侧面沿轴向的中间;
52.喷嘴32,若干喷嘴32沿轴向排列设在本体30的顶面。
53.本实施例可以看出,通过将进油端31安装在本体30侧面沿轴向的中间,便于从进油端31进入的氧化油被加热系统加热蒸发之后,更快的在本体30内扩散,从而使得铜管3两侧均有蒸汽态氧化油放出,提高待镀膜2表面抗氧化保护层的均匀性,避免待镀膜2两端的镀层厚度过薄,影响镀层的抗氧化能力。
54.实施例5:
55.本实施例中,除了包括实施例4的结构特征,进一步的,喷嘴32包括:
56.第一喷嘴32032,第一喷嘴32032位于本体30沿轴向的中间,且其内开设有第一出气孔321;
57.第二喷嘴32232,第二喷嘴32232位于第一喷嘴32032的两侧,且其内开设有第二出气孔323;
58.第三喷嘴32432,第三喷嘴32432位于第二喷嘴32232远离第一喷嘴32032的一侧,且其内开设有第三出气孔325;
59.其中,第一出气孔321的内壁向远离轴心一侧倾斜设置,第二出气孔323的内壁向远离第一喷嘴32032一侧倾斜设置,第三出气孔325的内壁与喷嘴32平行设置。
60.本实施例可以看出,通过第一出气孔321以及第二出气孔323的倾斜设置,对氧化油蒸气从喷嘴32出来的范围进行微调,避免氧化油蒸气从喷嘴32中出来之后过多集中在待镀膜2中段,提高待镀膜2表面抗氧化镀层的均匀性。
61.实施例6:
62.本实施例中,除了包括实施例5的结构特征,进一步的,喷嘴32还包括:
63.石墨烯涂层326,石墨烯涂层326均分别设置第一出气孔321、第二出气孔323和第三出气孔325的内壁上。
64.本实施例可以看出,通过设置石墨烯涂层326,其具有良好的导热性能和低摩擦系
数,良好的导热性能更能使得加热系统的热量被喷嘴32处吸收,使得喷嘴32处具有较高的温度,从而尽可能减少蒸气上升至喷嘴32处的温度损失,避免氧化油蒸气冷却回流至铜管3内,有效减少氧化油蒸气在喷嘴32处因温度降低而发生喷嘴32堵塞或部分堵塞的情况,同时低摩擦系数,使得氧化油不易附着在石墨烯涂层326上,进一步避免喷嘴32发生堵塞的现象。
65.实施例7:
66.本实施例中,除了包括实施例6的结构特征,进一步的,还包括:
67.过滤膜9,过滤膜9设在铜管3的内壁上。
68.本实施例可以看出,通过设置过滤膜9,减少杂质进入铜管3的可能,避免过多的杂质进入铜管3造成的喷嘴32以及进油端31的堵塞或部分堵塞,延长铜管3的使用寿命。
69.上面结合附图对本技术的实施例进行了描述,但是本技术并不局限于上述的具体实施方式,上述的具体实施方式仅仅是示意性的,而不是限制性的,本领域的普通技术人员在本技术的启示下,在不脱离本技术宗旨和权利要求所保护的范围情况下,还可做出很多形式,均属于本技术的保护之内。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种表面改性碳化硅颗粒增强铜...
- 一种陶瓷制品生产用毛刺清理装...
- 一种用于钢卷尺毛边打磨定位装...
- 一种医用垃圾桶盖生产装置的制...
- 一种带有基片高度微调结构的反...
- 腔门锁紧机构和真空镀膜腔室及...
- 烧结盒的制作方法
- 一种适用于铜阳极泥中硫酸钡渣...
- 一种用于RH炉的水汽隔离装置...
- 一种恒温回火连续生产线用热风...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1