具有一模双腔浇铸结构的铝活塞模具的制作方法
1.本发明属于铝活塞模具技术领域,特别涉及具有一模双腔浇铸结构的铝活塞模具。
背景技术:
2.铝活塞是发动机四冲程(吸气、压缩、做功、排气)的主要零部件之一,是在工况比较恶劣的环境下工作而产生功率。近年来随着市场对铝活塞的质量要求越来越高,其必须对铝活塞模具性能设计和相适应的铝活塞毛坯制程要求提高,而传统的铝活塞手工重力铸造已被自动化浇铸机所取代,随着自动化浇铸机在工业领域上的推广应用,对铝活塞模具的结构设计、系统成型、与机器人系统集成配合,铸态淬火工艺等方面将是考验自动化重力铸造变革过程中的一项重要因素。
3.现有技术中,普通的铝活塞模具多为单腔体设计,无法适应自动化浇铸机的操作效率,导致铝活塞毛坯的制程延长,降低了铸件生产效率;同时,普通的铝活塞模具一次浇铸成型的合格率较低,铸件的成品率得不到保障,企业制造成本加大,效益降低。
技术实现要素:
4.本发明针对现有技术存在的不足,提供了具有一模双腔浇铸结构的铝活塞模具,具体技术方案如下:
5.具有一模双腔浇铸结构的铝活塞模具,该铝活塞模具包括:
6.右哈夫外模,所述右哈夫外模一侧面中部顶沿一体化竖直设置有半开式结构的铝液浇口杯,所述铝液浇口杯的底端纵向连通开设有直浇道,所述直浇道下部通过挂钉固定盖接有滤网,且所述滤网的外表面与对应所述右哈夫外模的侧面相齐平;
7.左哈夫外模,所述左哈夫外模一侧面中部顶沿一体化竖直设置有浇口挡块,所述左哈夫外模侧面上横向开设有横浇道,且所述横浇道位于所述浇口挡块正下方;所述左哈夫外模与右哈夫外模对接合模后,所述浇口挡块与所述铝液浇口杯贴接配合,所述直浇道的底端与所述横浇道的中部相交连通;所述左哈夫外模与右哈夫外模两者的对接面端部分别竖直对称贯穿开设有铝活塞毛坯型腔,且所述横浇道的端部分别与对应的所述铝活塞毛坯型腔连通;每个所述铝活塞毛坯型腔内均径向对称开设有凹槽腔室,每个所述凹槽腔室内均插接配合有活塞销座芯块,每个所述活塞销座芯块的外端均连通对接有循环水冷却管接头体;
8.上模,每个所述铝活塞毛坯型腔的顶口均轴向密封卡接配合有所述上模,所述上模的顶面竖直连通设置有保温冒口套,所述保温冒口套的顶面轴向压接有保护冒压板,所述保护冒压板的端部分别通过螺栓与所述上模的顶面固定连接;
9.活塞止口套,每个所述铝活塞毛坯型腔的底口均轴向连通插接配合有所述活塞止口套,所述活塞止口套的底面轴向插设有活塞内模。
10.进一步地,所述右哈夫外模的对接面端部分别向内对称开设有定位销孔,所述左
哈夫外模的对接面端部分别垂直对称连接有合模定位销,所述合模定位销与对应的所述定位销孔插接配合。
11.进一步地,所述循环水冷却管接头体包括镶块冷却通道,所述镶块冷却通道一端与所述活塞销座芯块的外端连通对接,其另一端与轴向连通对接有进水管接头,所述镶块冷却通道的外端部侧面上方连通对接有出水管接头。
12.进一步地,所述左哈夫外模内的铝活塞毛坯型腔顶口边沿分别安装有定位键,所述上模朝向所述左哈夫外模的侧边沿开设有定位键槽,所述定位键与对应的所述定位键槽卡接配合。
13.进一步地,所述活塞止口套的顶面设置有止口套定位销,所述止口套定位销与所述右哈夫外模的底面上开设的销孔卡接配合。
14.进一步地,所述右哈夫外模和左哈夫外模两者的对接面中部分别对称开设有方向结构的补缩腔室,所述补缩腔室一侧与对应所述横浇道的端部连通,其另一侧与对应所述铝活塞毛坯型腔连通;所述补缩腔室的内底面向内开设有多个呈点阵状排列的填充孔,所述填充孔内填满硅酸铝纤维保温材料。
15.进一步地,所述横浇道的内底面与所述补缩腔室的内底面相齐平,所述补缩腔室与所述铝活塞毛坯型腔连通的浇道口内底面高于所述横浇道的内底面。
16.进一步地,所述活塞内模包括内模中芯,所述内模中芯呈倒t形结构,所述内模中芯的竖直部外表面上分别径向对称贴接配合有内膜销座芯和内模边芯,且相邻所述内膜销座芯的内表面端部与所述内模边芯的侧面贴接配合;所述内模中芯的水平部分别通过第一锁紧螺栓与对应的所述内模边芯固定螺接;所述内模中芯的水平部底面通过至少两个以上的第二锁紧螺栓纵向固定对接有中芯连接块;所述内膜销座芯的顶部镶设有活塞销座钢片,所述活塞销座钢片的端部分别与对应开设于所述内膜销座芯顶部侧边的钢片销钉挂口固定卡接配合。
17.进一步地,所述内模中芯的竖直部两侧面纵向对称设置有导向键,所述内模边芯的内侧面纵向开设有导向键槽,所述导向键与对应的所述导向键槽纵向滑配连接。
18.进一步地,所述中芯连接块的顶面端部分别对称开设有圆孔,所述圆孔内轴向内套有压缩弹簧,所述第一锁紧螺栓轴向穿过所述压缩弹簧。
19.本发明的有益效果是:
20.本发明的铝活塞模具采用一模双腔设计,一副模具一次成型两个铝活塞毛坯,可以较好地适应自动化浇铸机的操作效率,有效降低了铝活塞毛坯的制程,提高了铸件生产效率;
21.本发明的铝活塞模具的浇铸系统浇道设计新颖,两个铝活塞毛坯型腔共用一个半开式结构的铝液浇口杯,铝液经直浇道下流经过滤网,再经横浇道分流分型到两边铝活塞毛坯型腔,即可一次浇铸两个铝活塞毛坯;铝液温度经直浇道和横浇道直入,铝温损失小,同时,滤网又起到了挡渣和铝液浇铸过程中的缓冲双重作用,从而保证了铸件的成品率,产品质量比普通模具成品合格率大大提高,产品金相组织检测三级,宏观检测二级,企业效益得以提高。
附图说明
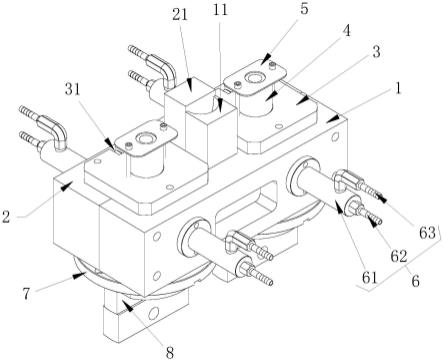
22.图1示出了本发明的铝活塞模具主体装配上视图;
23.图2示出了本发明的铝活塞模具主体装配底视图;
24.图3示出了本发明中右哈夫外模的立体结构示意图;
25.图4示出了本发明中左哈夫外模的立体结构示意图;
26.图5示出了本发明中活塞内模的爆炸分解结构示意图;
27.图6示出了本发明中活塞内模的装配结构示意图;
28.图7示出了本发明中滤网的结构示意图;
29.图8示出了本发明中保温冒口套的结构示意图;
30.图9示出了本发明中活塞止口套的结构示意图;
31.图10示出了本发明中活塞销座钢片的结构示意图;
32.图11示出了本发明中活塞销座芯块的结构示意图;
33.图12示出了本发明中铝活塞毛坯的上视图;
34.图13示出了本发明中铝活塞毛坯的底视图。
35.图中所示:1、右哈夫外模;11、铝液浇口杯;111、直浇道;112、挂钉;113、滤网;12、定位销孔;13、补缩腔室;131、填充孔;2、左哈夫外模;21、浇口挡块;211、横浇道;22、合模定位销;23、定位键;3、上模;31、定位键槽;4、保温冒口套;5、保温冒压板;6、循环水冷却管接头体;61、镶块冷却通道;62、进水管接头;63、出水管接头;7、活塞止口套;71、止口套定位销;8、活塞内模;81、内模中芯;811、导向键;812、第一锁紧螺栓;82、内模销座芯;821、钢片销钉挂口;83、内模边芯;831、导向键槽;84、活塞销座钢片;85、中芯连接块;851、第二锁紧螺栓;852、圆孔;853、压缩弹簧;9、铝活塞毛坯型腔;91、凹槽腔室;92、活塞销座芯块;10、铝活塞毛坯;101、顶模冒口锯断部;102、浇道冒口锯断部;103、镶钢片部。
具体实施方式
36.为了使本发明的目的、技术方案及优点更加清楚明白,以下结合实施例,对本发明进行进一步详细说明。应当理解,此处所描述的具体实施例仅仅用以解释本发明,并不用于限定本发明。
37.如图1~4、7~9和11所示,具有一模双腔浇铸结构的铝活塞模具,该铝活塞模具包括:
38.右哈夫外模1,所述右哈夫外模1一侧面中部顶沿一体化竖直设置有半开式结构的铝液浇口杯11,所述铝液浇口杯11的底端纵向连通开设有直浇道111,所述直浇道111下部通过挂钉112固定盖接有滤网113,且所述滤网113的外表面与对应所述右哈夫外模1的侧面相齐平;
39.左哈夫外模2,所述左哈夫外模2一侧面中部顶沿一体化竖直设置有浇口挡块21,所述左哈夫外模2侧面上横向开设有横浇道211,且所述横浇道211位于所述浇口挡块21正下方;所述左哈夫外模2与右哈夫外模1对接合模后,所述浇口挡块21与所述铝液浇口杯11贴接配合,所述直浇道111的底端与所述横浇道211的中部相交连通;所述左哈夫外模2与右哈夫外模1两者的对接面端部分别竖直对称贯穿开设有铝活塞毛坯型腔9,且所述横浇道211的端部分别与对应的所述铝活塞毛坯型腔9连通;每个所述铝活塞毛坯型腔9内均径向
对称开设有凹槽腔室91,每个所述凹槽腔室91内均插接配合有活塞销座芯块92,每个所述活塞销座芯块92的外端均连通对接有循环水冷却管接头体6;
40.上模3,每个所述铝活塞毛坯型腔9的顶口均轴向密封卡接配合有所述上模3,所述上模3的顶面竖直连通设置有保温冒口套4,所述保温冒口套4的顶面轴向压接有保温冒压板5,所述保温冒压板5的端部分别通过螺栓与所述上模3的顶面固定连接;
41.活塞止口套7,每个所述铝活塞毛坯型腔9的底口均轴向连通插接配合有所述活塞止口套7,所述活塞止口套7的底面轴向插设有活塞内模8。
42.通过采用上述技术方案,该铝活塞模具采用一模双腔设计,一副模具一次成型两个铝活塞毛坯10,可以较好地适应自动化浇铸机的操作效率,有效降低了铝活塞毛坯10的制程,提高了铸件生产效率;
43.该铝活塞模具的浇铸系统浇道设计新颖,两个铝活塞毛坯型腔9共用一个半开式结构的铝液浇口杯11,铝液经直浇道111下流经过滤网113,再经横浇道211分流分型到两边铝活塞毛坯型腔9,即可一次浇铸两个铝活塞毛坯10;铝液温度经直浇道111和横浇道211直入,铝温损失小,同时,滤网113又起到了挡渣和铝液浇铸过程中的缓冲双重作用,从而保证了铸件的成品率,产品质量比普通模具成品合格率大大提高,产品金相组织检测三级,宏观检测二级,企业效益得以提高。
44.如图3和4所示,所述右哈夫外模1的对接面端部分别向内对称开设有定位销孔12,所述左哈夫外模2的对接面端部分别垂直对称连接有合模定位销22,所述合模定位销22与对应的所述定位销孔12插接配合。
45.通过采用上述技术方案,左哈夫外模2与右哈夫外模1的合模定位则通过左哈夫外模2上的两个合模定位销22来保证对齐不错位。
46.如图1和2所示,所述循环水冷却管接头体6包括镶块冷却通道61,所述镶块冷却通道61一端与所述活塞销座芯块92的外端连通对接,其另一端与轴向连通对接有进水管接头62,所述镶块冷却通道61的外端部侧面上方连通对接有出水管接头63。
47.通过采用上述技术方案,每个铝活塞毛坯型腔9内均径向对称开设有凹槽腔室91,每个凹槽腔室91内均插接配合有活塞销座芯块92,其中,活塞销座芯块92也可称之为镶块,分别用8个m8内六角螺丝固定在外模上,与此同时,镶块外端设置的循环水冷却管接头体6可以对铝活塞毛坯10外周壁上的销孔座位置进行快速冷却凝固。
48.如图1和4所示,所述左哈夫外模2内的铝活塞毛坯型腔9顶口边沿分别安装有定位键23,所述上模3朝向所述左哈夫外模2的侧边沿开设有定位键槽31,所述定位键23与对应的所述定位键槽31卡接配合。
49.通过采用上述技术方案,设置的定位键23可以保证上模3与铝活塞毛坯型腔9快速定位卡装。
50.如图9所示,所述活塞止口套7的顶面设置有止口套定位销71,所述止口套定位销71与所述右哈夫外模1的底面上开设的销孔卡接配合。
51.通过采用上述技术方案,该铝活塞模具下端设置的活塞止口套7为曲面造型设计,与铝活塞毛坯10形状一致,设置的止口套定位销71与右哈夫外模1底部呈角向定位以控制方向错位;活塞止口套7的内孔是一个圆柱体通孔,与活塞内模8合拢后的外圆柱体呈间隙滑配,活塞内模8的片芯合拢后由活塞止口套7定位,上下往复移动。
52.如图3和4所示,所述右哈夫外模1和左哈夫外模2两者的对接面中部分别对称开设有方向结构的补缩腔室13,所述补缩腔室13一侧与对应所述横浇道211的端部连通,其另一侧与对应所述铝活塞毛坯型腔9连通;所述补缩腔室13的内底面向内开设有多个呈点阵状排列的填充孔131,所述填充孔131内填满硅酸铝纤维保温材料。
53.通过采用上述技术方案,为使铝液在凝固过程不致产生铸造缺陷,需要进行补缩,则补缩冒口工艺原则必须是后冷,这是先决条件;为保证铝液流动性而铸造不产生冷隔的基本条件,因此,右哈夫外模1和左哈夫外模2的补缩腔室13内开设有多个填满硅酸铝纤维保温材料的填充孔131,以确保浇铸铝活塞毛坯10的补缩冒口工艺为最后凝固。
54.如图3和4所示,所述横浇道211的内底面与所述补缩腔室13的内底面相齐平,所述补缩腔室13与所述铝活塞毛坯型腔9连通的浇道口内底面高于所述横浇道211的内底面。
55.通过采用上述技术方案,这样既利于铝液在横浇道211内流动,又可以缩小后期铝活塞毛坯10的浇道冒口锯断部102。
56.如图5和6所示,所述活塞内模8包括内模中芯81,所述内模中芯81呈倒t形结构,所述内模中芯81的竖直部外表面上分别径向对称贴接配合有内模销座芯82和内模边芯83,且相邻所述内模销座芯82的内表面端部与所述内模边芯83的侧面贴接配合;所述内模中芯81的水平部分别通过第一锁紧螺栓812与对应的所述内模边芯83固定螺接;所述内模中芯81的水平部底面通过至少两个以上的第二锁紧螺栓851纵向固定对接有中芯连接块85;所述内模销座芯82的顶部镶设有活塞销座钢片84,所述活塞销座钢片84的端部分别与对应开设于所述内模销座芯82顶部侧边的钢片销钉挂口821固定卡接配合。
57.通过采用上述技术方案,由于铝活塞毛坯10内腔是里面里大外小呈瓶颈式,故此铝活塞模具活塞内模8抽芯必须用五片芯才能抽模,活塞内模8整芯毛坯制作完后,用线切割成五片芯后,再合拢捆扎成整芯上加工中心雕铣。
58.合模时,先分别是内模销座芯82和内模边芯83共四个边模驱动,然后内模中芯81插进到位;开模时,则是内模中芯81先抽模,然后两个内模销座芯82向中间收拢后(缩小体积)再抽,两个内模边芯83向中间合拢,最后由油缸驱动向下抽芯;活塞销座钢片84在模具内模合模后,由机械手上活塞销座钢片84与内模销座芯82上单侧两个钢片销钉挂口821固定卡接配合。
59.如图5所示,所述内模中芯81的竖直部两侧面纵向对称设置有导向键811,所述内模边芯83的内侧面纵向开设有导向键槽831,所述导向键811与对应的所述导向键槽831纵向滑配连接。
60.通过采用上述技术方案,内模中芯81两侧设有滑配的导向键811,可以保证活塞内模8的五片芯在合芯或抽芯时不错位。
61.如图5所示,所述中芯连接块85的顶面端部分别对称开设有圆孔852,所述圆孔852内轴向内套有压缩弹簧853,所述第一锁紧螺栓812轴向穿过所述压缩弹簧853。
62.通过采用上述技术方案,设置的压缩弹簧853可以起到一定的减震作用。
63.本发明在实施时,该铝活塞模具的右哈夫外模1为静模,固定在浇铸机平台和肩面上;左哈夫外模2为动模,则通过外模两面上的4个螺栓(单面4个m16)连接到浇铸机滑台油缸活塞杆、转拉杆上进行合模或开模;铝活塞模具主体上有两个上模3完成模具的顶模合模和抽模;而上模3则安装有保温冒口套4,其通过保温冒压板5固定,负责两个铝活塞毛坯型
腔9内铝液在凝固过程中的补缩,而铝活塞毛坯10的销孔座位置为了快速凝固,右哈夫外模1和左哈夫外模2两侧分别设有循环水冷却管接头体6。活塞止口套7是安装在模具的下方,采用回转槽式连接,并固定在浇铸机工作台面上,通过活塞内模8连接在浇铸机下面的油缸活塞杆上,进而对活塞内模8的五片芯进行合模或抽芯工作,以完成铝活塞毛坯10的成型。
64.自动化铝活塞浇铸机上是两台液压驱动多油缸合模到开模抽芯,(活塞内模8为五片芯分步抽取)铝活塞模具安装接口在两台浇铸机工作台面上,法兰与浇铸机相配通过油缸连接杆和转换拉杆螺丝安装相配,工作台滑台由液压缸驱动,浇铸时工作台45度倾斜动作姿态浇铸进铝,减少铝液充入型腔的冲动和气体的内卷,保证铸件的成型率,整个浇铸机和旋转工作台和机器人配合由plc联动控制;
65.铝活塞毛坯10的销孔座内侧设有镶钢片部103,以加强发动机在往复工作过程中的销孔座抗拉强度和抗疲劳强度,同时,铝活塞毛坯10进料口及单侧冒口和活塞顶面的铸造成型气门坑位置的中间部位为铝活塞模具的上模3抽芯保温冒口套4形成顶模冒口锯断部101。
66.以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
完整全部详细技术资料下载
当前第1页 1 2
相关技术
- 一种铜线加工用镀锡装置的制作...
- 绿色除锈装置的制作方法
- 一种用于机械设备加工的外圆磨...
- 基于水雾化钢液温度调控雾化水...
- 一种SMT载板治具金属注射成...
- 一种镀锌管生产酸洗装置的制作...
- 一种镀锌管外部余锌清理装置的...
- 一种大型单管真空精炼炉的制作...
- 一种硅基再生铝合金材料制备工...
- 硅铝复合材料及其制备方法与应...
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1