一种用于液压油缸内孔加工的加长防震刀杆的制作方法
1.本实用新型涉及一种煤矿用于液压支架油缸内孔加工的工具,尤其涉及一种用于液压油缸内孔加工的加长防震刀杆。
背景技术:
2.立柱、千斤顶液压油缸内孔止口尺寸加工作为安装配套的主要环节,对于液压支架关键液压系统极其重要,它的精度关系到后续的安使用,设计的高端支架产品与日俱增,从主体结构及新工艺上都有了较大的创新,缸管里孔熔铜,中缸、活柱外圆激光熔覆等工艺,因结构性能不断提高,立柱中缸的止口尺寸从原来的200(mm)左右深到如今的近300(mm),在这种新工艺实施的情况下也出现了很多问题,例如市面上采购现有标准刀具已经不能满足加工需要,
3.现有技术:
4.因为经过熔铜后在车削过程阻力较大,采购的通用刀杆长度300(mm)直径φ50,刀杆在加工过程会经常出现止口精度粗糙、挑扣乱扣、各种刀片消耗严重等现象。所以设计优化适应新工艺刀杆尤为重要。根据操作者的反应外购刀具在切削加工时刀具费刀率是不熔铜的3—4倍,以往不熔铜的产品机床正常加工时一个刀片能用3-4个班左右,现在加工熔铜的产品只能用一个班。
5.现有技术的缺点是:
6.刀杆直径为φ50,在加工深度超过20cm的里孔时,出现颤动明显,严重影响加工精度。
7.有鉴于此,特提出本实用新型。
技术实现要素:
8.本实用新型的目的是提供了一种用于液压油缸内孔加工的加长防震刀杆,以解决现有技术中存在的上述技术问题。
9.本实用新型的目的是通过以下技术方案实现的:
10.本实用新型的用于液压油缸内孔加工的加长防震刀杆,包括刀杆、装夹刀具组件,所述刀杆的前部装有防震装置,所述装夹刀具组件装于所述防震装置的前端。
11.与现有技术相比,本实用新型所提供的用于液压油缸内孔加工的加长防震刀杆,延长刀杆长度并增加刀杆直径,扩大加工范围,并有效防止震动;增加了减震装置,有效的减少在切削过程的阻力颤抖,提高加工精度进而提高产品质量。
附图说明
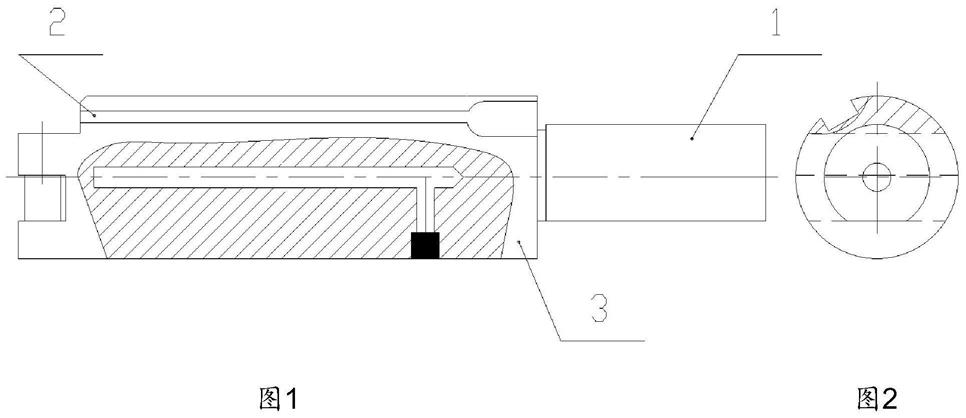
12.图1为本实用新型实施例提供的用于液压油缸内孔加工的加长防震刀杆示意图。
13.图2为本实用新型实施例中防震装置端面示意图。
14.图3为本实用新型实施例中装夹刀具组件示意图。
15.图中:
16.1.刀杆,2.冷却液管,3.防震装置,4.装夹刀具组件,5.车刀刀体,6.车刀刀片。
具体实施方式
17.下面结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述;显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例,这并不构成对本实用新型的限制。基于本实用新型的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型的保护范围。
18.本实用新型实施例中未作详细描述的内容属于本领域专业技术人员公知的现有技术。本实用新型实施例中未注明具体条件者,按照本领域常规条件或制造商建议的条件进行。本实用新型实施例中所用试剂或仪器未注明生产厂商者,均为可以通过市售购买获得的常规产品。
19.本实用新型的用于液压油缸内孔加工的加长防震刀杆,包括刀杆、装夹刀具组件,所述刀杆的前部装有防震装置,所述装夹刀具组件装于所述防震装置的前端。
20.所述防震装置为直径大于所述刀杆的圆柱状结构,其芯部设有封闭的空腔,所述空腔中装有液体。
21.所述防震装置的外壁部位轴向设有冷却液管。
22.所述刀杆的直径为φ100mm。
23.所述装夹刀具组件上装有车刀刀体和车刀刀片。
24.为了更加清晰地展现出本实用新型所提供的技术方案及所产生的技术效果,下面以具体实施例对本实用新型实施例所提供的进行详细描述。
25.实施例1
26.如图1至图3所示,经过自主设计优化过的刀杆为,延长刀杆长度并增加刀杆直径,扩大加工范围,并有效防止震动,并且增加了减震装置,有效的减少在切削过程的阻力颤抖,提高加工精度进而提高产品质量。
27.经过自主设计优化过的刀杆为φ100,最大加工深度可达35cm,加工里孔直径φ160 -φ600。并且增加了减震装置,有效的减少在切削过程的阻力颤抖,提高加工精度进而提高产品质量。加长防震刀杆共分为三个部分:刀杆、防震装置、装夹刀具组件。
28.具体技术要点为:
29.1)解决现有刀具无法满足里孔加工300(mm)深度尺寸的瓶颈。
30.2)解决新工艺带来的各种刀具的损耗成本递增。
31.3)设计刀杆结构增加了防震结构,有效的减少刀杆在加工过程中因加工尺寸过长颤动。
32.设计这款刀杆结构可以更换多种加工里孔和外圆的辅助刀体,用途广泛。
33.加长防震刀杆加工工艺如下:
34.下料
‑‑
机加工各部件
‑‑
零件拼装
‑‑
冷却液管焊接
‑‑
修磨
‑‑
总装配。
35.相比之下本实用新型设计的刀杆不仅在节能降耗上效果显著而且在提高产品质量上也有较大提升。
36.以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不
局限于此,任何熟悉本技术领域的技术人员在本实用新型披露的技术范围内,可轻易想到的变化或替换,都应涵盖在本实用新型的保护范围之内。因此,本实用新型的保护范围应该以权利要求书的保护范围为准。本文背景技术部分公开的信息仅仅旨在加深对本实用新型的总体背景技术的理解,而不应当被视为承认或以任何形式暗示该信息构成已为本领域技术人员所公知的现有技术。
技术特征:
1.一种用于液压油缸内孔加工的加长防震刀杆,其特征在于,包括刀杆、装夹刀具组件,所述刀杆的前部装有防震装置,所述装夹刀具组件装于所述防震装置的前端;所述防震装置为直径大于所述刀杆的圆柱状结构,其芯部设有封闭的空腔,所述空腔中装有液体;所述防震装置的外壁部位轴向设有冷却液管。2.根据权利要求1所述的用于液压油缸内孔加工的加长防震刀杆,其特征在于,所述刀杆的直径为φ100mm。3.根据权利要求1或2所述的用于液压油缸内孔加工的加长防震刀杆,其特征在于,所述装夹刀具组件上装有车刀刀体和车刀刀片。
技术总结
本实用新型公开了一种用于液压油缸内孔加工的加长防震刀杆,包括刀杆、装夹刀具组件,刀杆的前部装有防震装置,装夹刀具组件装于所述防震装置的前端。防震装置为直径大于刀杆的圆柱状结构,其芯部设有封闭的空腔,空腔中装有液体。防震装置的外壁部位轴向设有冷却液管。延长刀杆长度并增加刀杆直径,扩大加工范围,并有效防止震动;增加了减震装置,有效的减少在切削过程的阻力颤抖,提高加工精度进而提高产品质量。最大加工深度可达35cm,加工里孔直径Φ160-Φ600。直径Φ160-Φ600。直径Φ160-Φ600。
技术研发人员:王林松
受保护的技术使用者:中煤北京煤矿机械有限责任公司
技术研发日:2021.07.15
技术公布日:2022/4/21
完整全部详细技术资料下载
相关技术
- 一种半导体模块自动装配装置的...
- 管道法兰内对口器的制作方法
- 一种解决喷油嘴端面垂直度的半...
- 一种金属制品加工用装夹装置的...
- 一种横担生产用冲孔装置的制作...
- MIM零件车床自动上料装置的...
- 一种带有防护功能的新型铝蜂窝...
- 一种彩钢板加工用高效夹持装置...
- 一种零件内孔旋压刀具的制作方...
- 一种钢结构焊接平台的制作方法
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1