

INTODUCTION
导 读
本文针对传统电气控制柜在设计环节和生产过程中的常见问题,给出基于EPLAN Platform的解决方案,并着重介绍了如何利用EPLAN Platform对电气控制柜的设计和生产进行优化,从而提高电气控制柜的设计质量和生产效率,缩短产品交付周期。
01
传统电控柜设计及生产现状
1.1 / 背景
电气控制柜,也被称作“盘柜”,作为现代工业的必备设施设备之一,其身影存在于各行各业。而目前国内电气控制柜的设计方法和生产方式,大多数尚处在于一种比较传统和落后的模式——生产为主,设计为辅,图1-1描述了传统盘柜设计与制造时间分布。企业希望通过尽可能地缩短设计时间来抢生产,于是出现“设计只管原理,车间决定工艺,质量依赖工人”等现象。该模式存在着诸多问题,从而导致电气控制柜的设计质量和生产效率,难以实质性地得到提高。
 图1-1 传统盘柜设计与制造时间
图1-1 传统盘柜设计与制造时间1.2 / 设计现状
传统模式下,进行电气柜原理设计时,设计人员往往仅关注电气原理是否正确,而不关心设备在柜内到底是如何安装的,以及设备间的接线如何在柜内走线,即:设计深度不够且缺乏电气工艺设计,因而,存在如下挑战:
①原理图中使用交叉点“·”来表示同网络连接,如图1-2所示,因而无法有效指导生产接线,导致实际接线结果,因工人习惯而异。
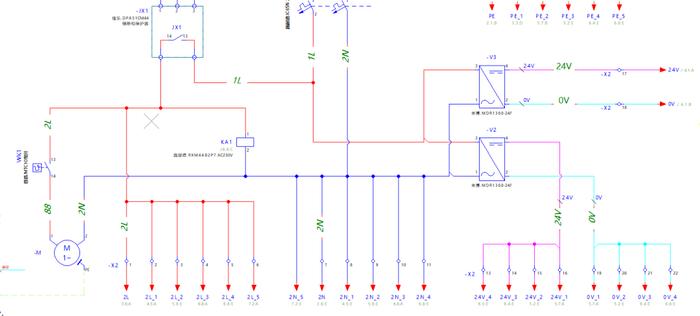 图1-2 原理图中的交叉点“·”
图1-2 原理图中的交叉点“·”②原理图中端子信息表达不全,如端子排号、端子号等,如图1-3所示,导致端子排数据统计难,尤其是端子排附件,如固定件、隔板等。加之如果没有相应的端子接线图,安装鞍型跳线,需要工人仔细分析原理图,才能完成,加大了对工人的能力要求和施工难度。
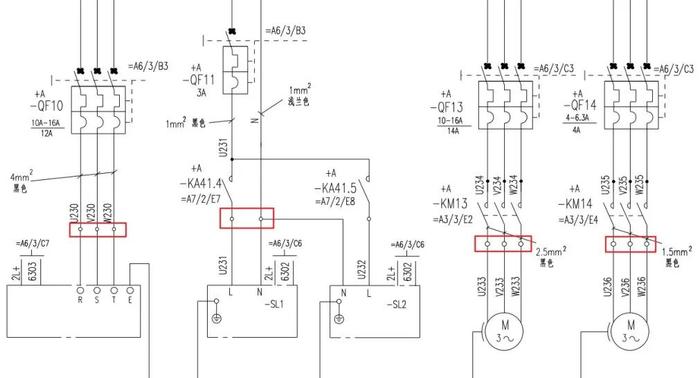 图1-3 原理图中的端子表达
图1-3 原理图中的端子表达③原理图中设备管脚(连接点代号)与实物管脚不一致,如图1-4所示,而生产接线时才发现问题,设计沟通和下更改单,导致产品交付周期延长。
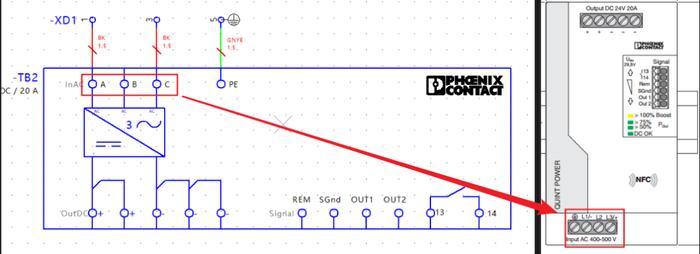 图1-4 原理与实物不符
图1-4 原理与实物不符④绘制的安装示意图中,如图1-5所示,器件尺寸与实物尺寸非1:1比例并且与电气原理图无关联,导致经常出现现场安装干涉以及实物与图纸不符等问题;
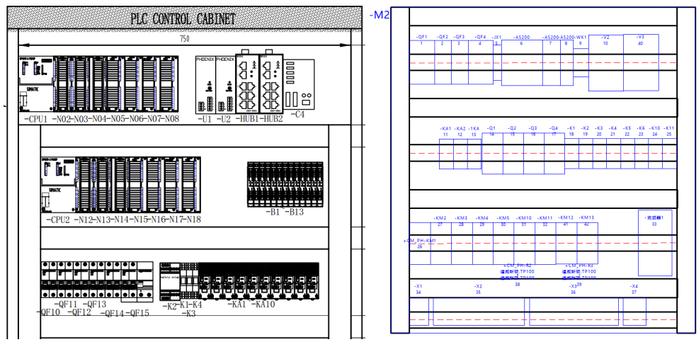 图1-5 器件安装示意图
图1-5 器件安装示意图1.3 / 生产现状
传统模式下,由于前端缺乏电气工艺设计和设计深度、完整性不足,导致提供的设计数据和资料不能有效地指导生产工作,因此在生产环节,存在着如下挑战:
①生产准备与物料采购无法并行进行,如图1-6所示,生产存在等待期,从而导致产品交付周期长。
 图1-6 传统模式下的电控柜设计、采购和生产流程
图1-6 传统模式下的电控柜设计、采购和生产流程②由于设计提供的安装布局图中器件与实物并非1:1尺寸,因此盘柜安装需要依赖实物,进行再次的布局设计。然而,由于此时安装板大小、器件选型已经确定,因此器件安装时只能“先解决能否装下,再考虑是否合理,最后才讲究是否美观”,导致产品安装标准不一致(如图1-7所示)、安装间隙不利于散热、接线安装不方便、线槽槽满率过高等问题。
 图1-7 不同电控柜的器件安装间隙不一致
图1-7 不同电控柜的器件安装间隙不一致③由于设计提供的生产数据较少,因此生产过程中存在大量手工工作。例如手动输入和打印线号管和设备标签、手工开孔等,如图1-8所示。大量而繁复的手工工作,强度大,低效率,低品质(如开孔后的防腐无法处理),进而导致产品交付周期长,产品品质难保证。
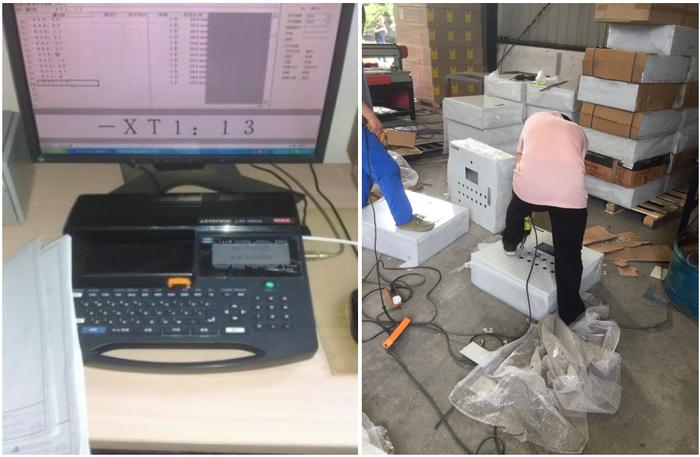 图1-8 生产现场的手工工作
图1-8 生产现场的手工工作④传统模式下,生产主要依赖电气原理图进行设备接线工作。而设备接线所需要的导线,其制备过程与设备接线工作,处于相互穿插串行的状态,如图1-9所示,导致设备接线工作耗时耗力,产品生产周期长。而且具备较高的读图能力,间接提高了人力资源成本。
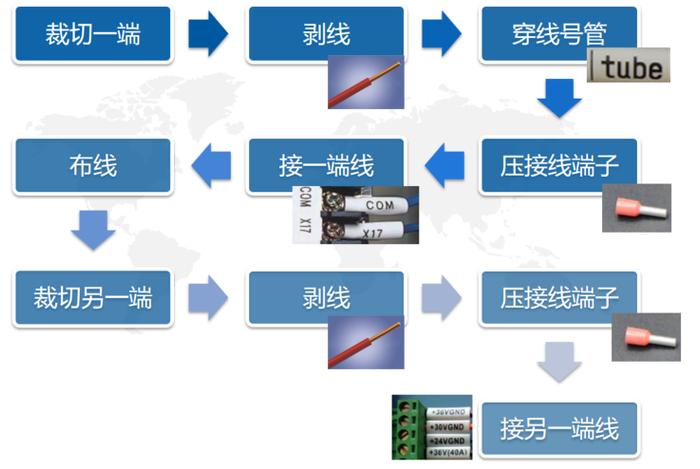 图1-9 设备接线与导线制备的穿插串行
图1-9 设备接线与导线制备的穿插串行⑤由于设备接线和导线制备的穿插串行,生产人员为了快速接线,通常会将相近路径的多根导线一起进行布线,然后按照最长一根导线的长度进行预留和裁剪,导致导线浪费,如图1-10所示。
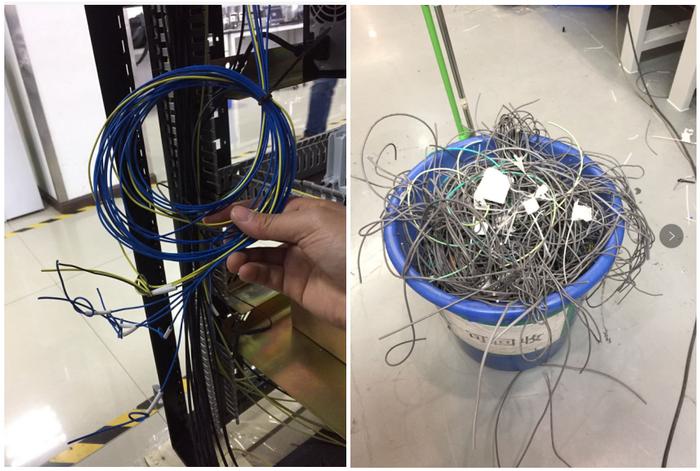 图1-10 预留导线的浪费
图1-10 预留导线的浪费⑥由于缺少数字化样机设计,因此设计无法提供可以指导生产布线的文件。生产根据原理图或者接线表接线时,如图1-11所示,即使是相同的产品,也会因为生产人员不同,导致柜内布线结果不同(产品品质不一致)。
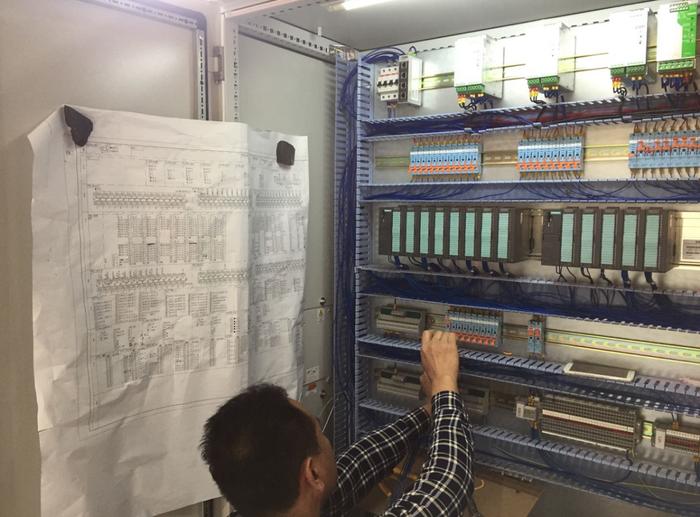 图1-11 工人根据个人经验布线
图1-11 工人根据个人经验布线02
EPLAN Platform下的
设计和生产优化
随着市场竞争愈演愈烈,项目也变得越来越复杂,而客户对产品交付的周期、质量以及成本的要求也越来越高。因此,传统模式下的电气控制柜制造商,目前正处于相当大的压力之下。从斯图加特大学机床与制造单位控制工程研究所的《控制柜制造4.0》调研报告中可以看出,传统模式下的电控柜制造过程中,器件安装(包括安装板开孔、导轨线槽裁切和安装)和设备接线,占据了整个生产时间的72%的时间,如图2-1所示。因此,如何降低器件装配和设备接线的时间,成为电气控制柜制造商关注的重点和数字化转型的目标。
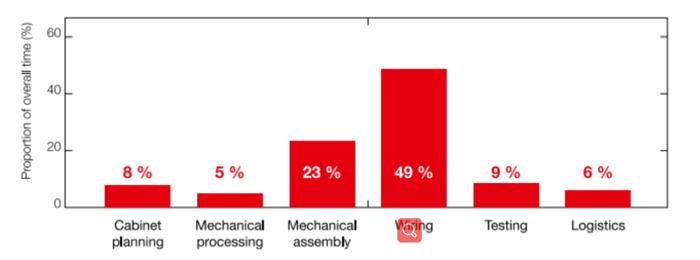 图2-1 电控柜制造各过程时间占比
图2-1 电控柜制造各过程时间占比2.1 / EPLAN Platform简介
作为世界著名的专业电气CAE解决方案提供商,德国EPLAN Software & Service公司是世界上最早开始提供智能化的电气工程设计软件公司,它和全球著名的工业企业、制造企业进行了卓有成效的合作。EPLAN Platform,如图2-2所示,作为整体工程解决方案,可以满足不同行业客户的个性化需求、优化企业设计流程。无论是电气设计还是流体、仪表、线束设计,从产品的初步设计、开发直至生产制造环节,EPLAN Platform都能提供跨专业、跨部门的企业级工程设计方案和管理平台,优化从设计到生产的流程,以提高效率,降低成本。
 图2-2 EPLAN Platform产品概览
图2-2 EPLAN Platform产品概览2.2 / 设计优化
在设计端,基于EPLAN Platform,实现数字化样机设计,建立虚拟样机与物理实物的数字化双胞胎模型,如图2-3所示,从而优化设计深度,完善电气工艺设计,为生产的自动化和智能化,提供数据支撑。
 图2-3 EPLAN Platform下的数字化双胞胎
图2-3 EPLAN Platform下的数字化双胞胎①原理设计时,设计人员可以使用“确定目标”的T节点,如图2-4所示,直接明确设备间的接线关系和接线顺序,为虚拟样机的自动布线和生产接线,提供依据。
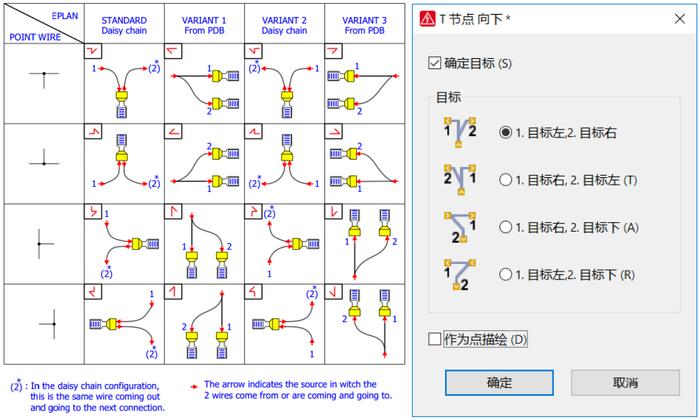 图2-4 EPLAN Platform下的数字化双胞胎
图2-4 EPLAN Platform下的数字化双胞胎②EPLAN Platform提供的“基于网络的布线优化”功能,可以使同一个网络的连接,根据器件安装位置(虚拟样机进行器件布局),自动优化接线关系,如图2-5所示。

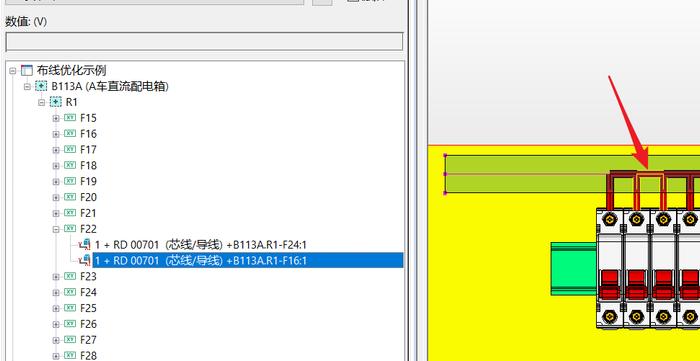 图2-5 EPLAN Platform“基于网络的布线优化”
图2-5 EPLAN Platform“基于网络的布线优化”③设计端在设计端子时,可以充分利用EPLAN Platform与Phoenix的集成插件:Project Complete,如图2-6所示,实现根据原理图中电缆芯线或导线的线径大小,自动选择端子型号、自动附加固定件、隔板和鞍型跳线等,并将器件物料和数量,返回原理图中,如此一来,端子的选项设计和安装工艺设计,将变得非常容易。
 图2-6 EPLAN Platform集成插件Project Complete
图2-6 EPLAN Platform集成插件Project Complete④EPLAN Platform下的Data Portal在线数据库,免费为用户和设计人员提供了符合EPLAN Standard 1.0的、拥有七级数据的标准器件,如图2-7所示,帮助设计人员“即时设计,即时选型”,实现准确采购,避免出现设计与实物不符的情况。
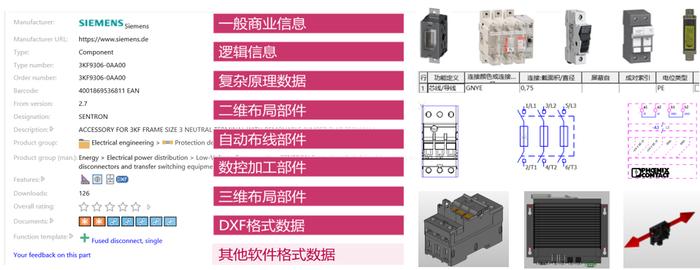 图2-7 EPLAN Platform Data Portal提供的器件数据
图2-7 EPLAN Platform Data Portal提供的器件数据⑤设计端原理设计完成后,可以直接在EPLAN Platform中进行电气控制柜三维布局布线工艺设计,即数字化样机设计,如图2-8所示。在数字化样机设计过程中,设计根据工艺安装要求、器件安装间隙要求、散热空间要求等,提前预知安装板空间是否足够。也可以根据自动布线结果,提前识别线槽槽满率是否过高,并进行布线优化。
设计端的数字化样机设计,加大了电控柜的设计深度,提高了电控柜的工艺设计水平,可以为后续的生产提供有效的生产资料和生产数据,实现数据单一来源,设计指导生产,设计决定工艺的目标。
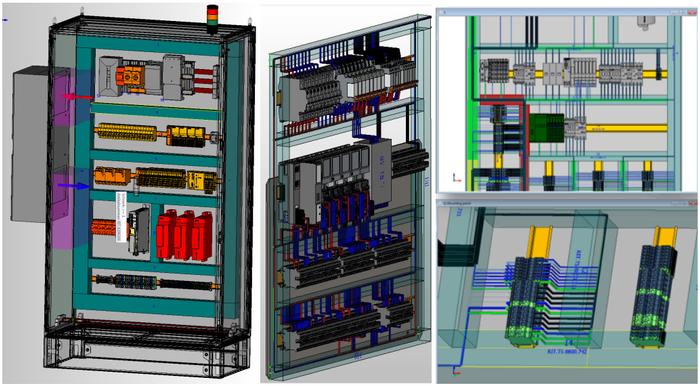 图2-8 EPLAN Platform中数字化样机设计
图2-8 EPLAN Platform中数字化样机设计2.3 / 生产优化
电控柜的设计,实现基于EPLAN Platform的数字化样机设计后,为生产的优化,如自动化、智能化,提供了大量的数据支撑。同时,数字化样机提前验证了安装板空间、槽满率、接线工艺等问题,因此生产过程中的变更、设计沟通将会大大减少,从而节省了大量的时间和成本。
①采购与生产准备并行,如图2-9所示。数字化样机验证了生产的可行性,采购部门开始采购柜体、器件等;同时,生产部门可以根据数字化样机的结果,同步进行生产准备,例如提前裁切导轨、线槽、制备导线和安装已有器件。并行的工作流程,缩短了生产等待时间,可以大幅度缩短产品交付周期。
 图2-9 基于EPLAN Platform的新设计、采购生产流程
图2-9 基于EPLAN Platform的新设计、采购生产流程②设备标签以及端子排号、端子号等信息,可以直接或间接(Excel格式)输出到打印设备,如图2-10所示,减少人工操作,提高生产效率。
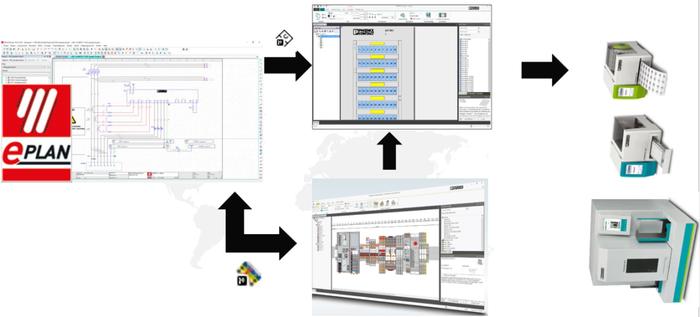 图2-10 基于EPLAN Platform的标签自动打印
图2-10 基于EPLAN Platform的标签自动打印③数字化样机设计完成后,可以自动生成安装板或门板开孔图,该信息可以导出DXF文档或直接与自动化加工机器集成(如Rittal PERFOREX),如图2-11所示,实现安装板或门板开孔的自动化,取代手工开孔,大幅提高生产效率和生产质量。
 图2-11 基于EPLAN Platform的自动开孔
图2-11 基于EPLAN Platform的自动开孔④数字化样机设计完成后,导线的制备,也可以实现自动化。导线加工信息可以直接或间接地传递给导线自动化加工设备(如Rittal WT),如图2-12所示,最大化的缩短了导线制备时间的同时,准确的导线长度信息,将极大地减少导线的浪费。而且加工完的导线可以根据需要,按顺序排放,便于后续的设备接线。
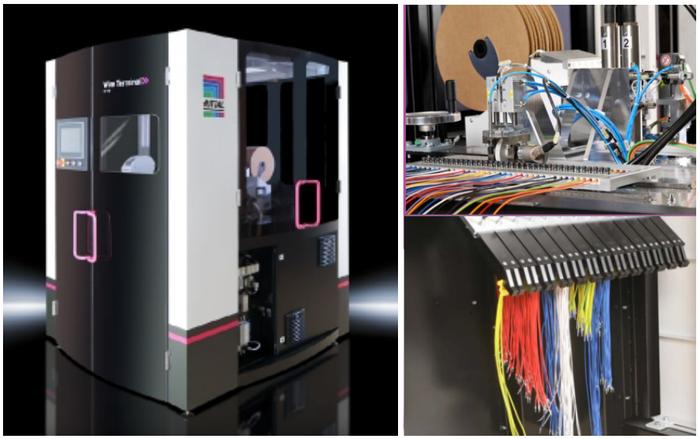 图2-12 基于EPLAN Platform的自动导线制备
图2-12 基于EPLAN Platform的自动导线制备⑤基于EPLAN Platform的数字化样机设计,也让设备接线工作,可以变得智能化和轻量化。数字化样机的布线结果,可以直接发布到EPLAN Smart Wiring智能布线终端上,如图2-13所示,接线工人根据显示屏上的接线顺序(与导线制备的顺序一致),逐一接线即可。接线工人无需翻阅电气原理图纸,即可完成接线工作,并且产品的布线结果,始终保持一致,降低生产工人素质要求的同时,还能大大提升产品的质量和设备接线的效率。
 图2-13 基于EPLAN Platform的智能化接线
图2-13 基于EPLAN Platform的智能化接线03
总结
通过了解和分析传统电控柜设计和生产的现状问题,并着重研究如何利用EPLAN Platform,对电气控制柜进行设计和生产优化,不难发现,EPLANPlatform可以给传统电气控制柜制造商提供如下改善和收益:
①从传统的“生产为主,设计为辅”的模式中,过渡到“设计为生产的唯一数据来源”的数字化设计和自动化、智能化生产模式,如图3-1所示,从而实现高效率、高质量、短周期和低成本的电控柜设计和生产。
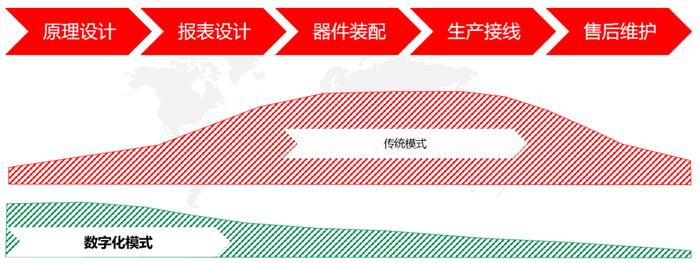 图3-1 基于EPLAN Platform的数字化模式
图3-1 基于EPLAN Platform的数字化模式②设计端优化设计方法,提高设计深度,面向工艺设计,从而提高设计效率、设计质量和降低设计更改率和错误率等。
③生产端充分利用设计端提供的数字化样机设计数据,优化生产流程,提高生产的自动化水平和智能化程度,进而大幅提高生产效率、生产质量和降低工人工作强度、人员素质要求以及生产成本浪费等,使电控柜产品交付周期得到大幅缩短。
- 参考文献 -
[1]覃政,李元庆.基于EPLAN软件平台的控制柜设计和生产流程优化研究[J].智能制造,2019(10):25-30.
[2]赵宁,文礼强,刘琼.基于EPLAN Harness proD的电气柜布线工艺设计研究[J].智能制造,2019(12):56-61.
[3]吴西贵.基于Eplan的电柜三维布线的应用[J].科技创新与应用,2017(23):167-168.
- 01 台湾海峡管控能力,正在发生变化
- 02 看现场:越共中央总书记、国家主席苏林抵达北京
- 03 明斯克号航母突发火灾,目击者称“舰岛损毁严重”,已停靠南通江边8年
- 04 内地奥运健儿代表团8月29日至31日访港
- 05 意甲-小图拉姆梅开二度 国际米兰2-2热那亚
图片新闻
 印度超过100万名医生举行罢工活动抗议
印度超过100万名医生举行罢工活动抗议
 第二十六届中国机器人及人工智能大赛
第二十六届中国机器人及人工智能大赛
 甘肃张掖:平山湖大峡谷群峰耸立
甘肃张掖:平山湖大峡谷群峰耸立
 火石寨丹霞地貌绿意盎然
火石寨丹霞地貌绿意盎然
 樊振东政界新职
樊振东政界新职
 秘鲁今年确诊71例猴痘病例
秘鲁今年确诊71例猴痘病例
 俄媒称24名乌军人投降
俄媒称24名乌军人投降
 特朗普与哈里斯争夺摇摆州
特朗普与哈里斯争夺摇摆州
新媒体实验室
-
 朋友圈47%的内容在炫耀
朋友圈47%的内容在炫耀
-
 近300起杀妻案如何判罚
近300起杀妻案如何判罚
-
 谈恋爱反降低生活质量?
谈恋爱反降低生活质量?
-
 全国最能吃的省市竟是它
全国最能吃的省市竟是它
-
 性犯罪者再犯几率达12.8%
性犯罪者再犯几率达12.8%





举报邮箱:jubao@vip.sina.com
Copyright © 1996-2024 SINA Corporation
All Rights Reserved 新浪公司 版权所有
